

通孔插裝回流焊接是什么?
發(fā)布時(shí)間:2023-02-13 瀏覽:次 責(zé)任編輯:晉力達(dá)
通孔插裝焊接是一種比較老的電子元件裝配技術(shù)。首先需要在PCB上打通特定尺寸的鍍通孔,然后印刷或涂覆錫膏至焊盤,再將通孔插裝元件的引腳插入到這些通孔內(nèi),帶入少量錫膏在孔內(nèi),通過回流焊固化錫膏來實(shí)現(xiàn)裝配目的。顯然通孔的尺寸要略大于元件引腳才能對其進(jìn)行容納。通孔插裝技術(shù)現(xiàn)在使用的相對較少,這是由于插裝元件體積較大,很難用作高密度和細(xì)間距封裝。

SMT貼裝工藝和DIP插裝工藝的兼容性問題
盡管通孔插裝元件應(yīng)用逐漸減少,但在一些用到無源器件(電阻器,電容器等)的領(lǐng)域仍是暫時(shí)不可替代的。通孔插裝元件的焊接一般采用波峰焊技術(shù),這種局部加熱焊接技術(shù)能夠使元件主體免受高溫影響。但有利也有弊,波峰焊需要的焊料量太大。并且目前主流裝配采用表面貼裝技術(shù),貼裝元件焊接時(shí)多數(shù)使用整體加熱的回流焊工藝。回流工藝和波峰焊工藝一般不會(huì)共存。如果PCB上同時(shí)存在通孔插裝元件和貼裝元件,分別采取不同的焊接工藝則會(huì)造成資源浪費(fèi)。
通孔插裝元件內(nèi)部的芯片較脆弱,需要對元件進(jìn)行封裝。封裝的材質(zhì)可以是陶瓷或者塑料。陶瓷耐高溫但成本高,通常在高端芯片封裝中使用。塑料封裝則最為普遍,但普遍不耐高溫,所以波峰焊成為逼不得已采用的焊接技術(shù)。為了與貼裝元件回流工藝兼容,不少業(yè)內(nèi)人員想方設(shè)法實(shí)現(xiàn)通孔插裝元件的回流焊技術(shù)。
通孔插裝回流焊
通孔插裝元件需要具備一定耐高溫能力才能完成回流。目前主流的回流錫膏有低溫的SnBiAg系列(熔點(diǎn)139℃左右)和中溫的SnAgCu系列(熔點(diǎn)217℃左右)。可針對一些合適的通孔元件采用回流工藝。通孔回流和常規(guī)回流步驟相似。但通孔回流無鉛錫膏需要被印刷到鍍通孔內(nèi)部,這一過程受印刷速度,印刷角度和鍍通孔直徑的影響。印刷質(zhì)量會(huì)很大程度影響焊點(diǎn)強(qiáng)度,因此這些參數(shù)需要根據(jù)實(shí)際情況進(jìn)行精確設(shè)計(jì)。
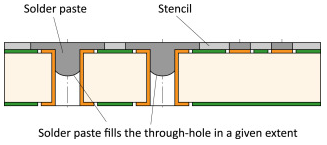
通孔回流錫膏印刷過程
在把錫膏順利印刷到鍍通孔后,自動(dòng)放置機(jī)會(huì)拾取通孔插裝元件插入通孔中。通孔元件的引腳撕裂鍍通孔中的錫膏,并將一部分錫膏膏推到底部。底部的錫膏在回流熔融時(shí)會(huì)通過毛細(xì)作用流回鍍通孔中,從而完全填充鍍通孔內(nèi)部。
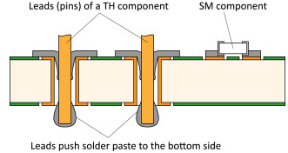
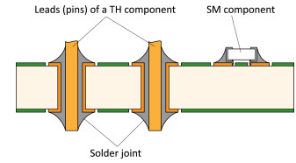
通孔回流元件放置和焊接過程
通孔插裝回流焊難點(diǎn)
通孔回流技術(shù)對印刷過程的參數(shù)設(shè)定和錫膏質(zhì)量有很高要求。然而鍍通孔內(nèi)部的錫膏填充狀況無法通過SPI錫膏檢測儀器直觀檢測,只能通過X-RAY觀察。缺乏對通孔填充率進(jìn)行全面在線檢查的是通孔回流焊的推廣較慢的原因之一。錫膏量很大程度決定了填充率。但由于引腳和回流參數(shù)變化,生成的焊點(diǎn)體積大多通過估算確定而非精確計(jì)算。為了盡可能保證鍍通孔處的錫膏量充足,可以采用階梯式印刷鋼網(wǎng)。這種階梯技術(shù)可以選擇性在鋼網(wǎng)某個(gè)區(qū)域增加或減小厚度,達(dá)到控制特定區(qū)域錫膏量的作用。最佳的印刷速度和印刷角度往往需要通過數(shù)值建模來進(jìn)行分析。此外,錫膏的配方?jīng)Q定了潤濕性,如果潤濕性差,就很難以通過毛細(xì)作用對鍍通孔進(jìn)行填充。
